


 通过认证
通过认证
“放热焊接”参数说明
| 防护种类: | 自然灾害防护 |
“放热焊接”详细介绍
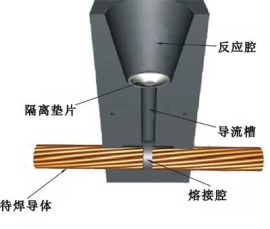
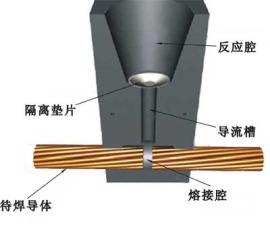
放热焊接是一种简单、高效率、高质量的金属连接工艺,它利用金属化合物化学反应热作为热源,通过过热的(被还原)熔融金属,直接或间接加热工作,在特制的石墨模具的型腔中形成一定形状、尺寸,符合工程需求的熔焊接头。当前,放热焊接已经普遍取代了以往金属之间的机械连接方法。
介绍
放热焊接基本分成三大类:
一、铜导体的放热焊剂。它利用金属化合物化学反应热作为热源,通过过热的(被还原)熔融金属,直接或间接加热工作,在特制的石墨模具的型腔中形成一定形状、尺寸,符合工程需求的熔焊接头。其化学反应式表示为:
3Cu2O+3 Al=====6Cu+Al2O3+2573℃
二、铝导体的热剂焊,又称焊药包。焊药包不仅可以焊接截面积 3-240mm 2的铝绞线,还能焊接截面积 1000mm 2的铝母线。
三、铁与铁连接,钢与钢连接,钢与铁连接的放热焊剂,如钢轨的焊接。
放热焊剂的优点及应用
优点
1、熔接点的载流能力(熔点)与导体相同,具有良好的导电性能,经检测,焊接前后的直流电阻比率变化率接近与零。这是任何一种传统连接方式无法比拟的。
2、焊接点是分子结合,永久,不老化。
3、焊接点象铜一样不受腐蚀影响。(图为焊接点剖面截图)
4、不会受到高浪涌电流的损伤。试验表明,在短时间大电流的冲击下,导体先于熔焊接头熔化。
5、操作方便,简单。无需专业人员。
6、装备简单、轻便,携带方便,操作方便。
与传统的机械连接工艺比较,放热焊接是真正的分子焊接,导体不会被破坏并且没有接触面,导体交界面的整体有效性没有改变。
介绍
放热焊接基本分成三大类:
一、铜导体的放热焊剂。它利用金属化合物化学反应热作为热源,通过过热的(被还原)熔融金属,直接或间接加热工作,在特制的石墨模具的型腔中形成一定形状、尺寸,符合工程需求的熔焊接头。其化学反应式表示为:
3Cu2O+3 Al=====6Cu+Al2O3+2573℃
二、铝导体的热剂焊,又称焊药包。焊药包不仅可以焊接截面积 3-240mm 2的铝绞线,还能焊接截面积 1000mm 2的铝母线。
三、铁与铁连接,钢与钢连接,钢与铁连接的放热焊剂,如钢轨的焊接。
放热焊剂的优点及应用
优点
1、熔接点的载流能力(熔点)与导体相同,具有良好的导电性能,经检测,焊接前后的直流电阻比率变化率接近与零。这是任何一种传统连接方式无法比拟的。
2、焊接点是分子结合,永久,不老化。
3、焊接点象铜一样不受腐蚀影响。(图为焊接点剖面截图)
4、不会受到高浪涌电流的损伤。试验表明,在短时间大电流的冲击下,导体先于熔焊接头熔化。
5、操作方便,简单。无需专业人员。
6、装备简单、轻便,携带方便,操作方便。
与传统的机械连接工艺比较,放热焊接是真正的分子焊接,导体不会被破坏并且没有接触面,导体交界面的整体有效性没有改变。
“放热焊接”其他说明
| 模具型号 | |||||
| 序号 | 焊接方式 | 模具型号 | 需要焊药/g | 直径mm | 备注 |
| 1 | 水平一字焊接 | KW-ZD6 | 45 | 8.0*8.0 | 实心导线 |
| 2 | 水平一字焊接 | KW-ZD10 | 65 | 10.0*10.0 | 实心导线 |