通过认证
通过认证
“豫林牌埋弧焊用SJ101G氟碱型油气管线用烧结焊剂”参数说明
| 是否有现货: | 是 | 品牌: | 豫林 |
| 分类: | 碱性 | 焊条: | 无铅助焊剂 |
| 清洗角度: | 机洗 | 成份: | SiO₂+TiO₂、CaO+MgO |
| 熔点: | 1200 ℃ | 适用范围: | 油气管线用 |
| 焊点色度: | 多种 | 型号: | SJ101G |
| 商标: | 豫林 | 包装: | 袋装 |
| 粒度: | 10-60目 | 颜色: | 灰色圆形颗粒 |
| 电流: | 交直流两用 | 产量: | 1000 |
“豫林牌埋弧焊用SJ101G氟碱型油气管线用烧结焊剂”详细介绍
豫林烧结焊剂的定义、特点
烧结焊剂是一种优质、高效、节能、环保型焊剂,在购买时用户可能因为产品种类多而不知道该选择哪家的产品,下面我们就来看一下豫林焊材烧结焊剂的相关状况。
1、由于烧结焊剂的碱度调节范围比较大,当焊剂碱度大于3时,仍具有较好的焊接工艺性能。用高碱度焊剂有利于获得高韧性的焊缝。
2、烧结焊剂中可以添加各类脱氧剂和合金剂,易于调整焊缝金属的化学成分。
3、由于烧结焊剂的堆积密度较小,因此适合制造高速焊剂或大热输入焊接用焊剂。
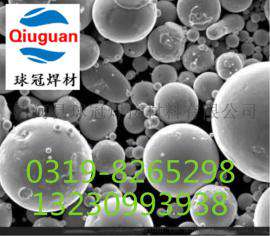
4、由于烧结焊剂颗粒比较圆滑,在管道中输送或回收焊剂时,受到的阻力较小。
5、烧结焊剂相比其它焊剂来说,可以大批量连续生产,环境污染少,电能消耗相对也较少。
SJ101G烧结焊剂
符合: GB/T5293 F4A4-H08MnA F5A4-H10Mn2; GB/T12470F55A4-WGX2
相当: AWS/ASME SFA-5.17 F7A4-EH14
说明
SJ101G选用优质材料制造,可以最大限度地满足油气管线钢的焊接。SJ101G是氟碱型烧结焊剂,碱度约≥1.8。呈灰色圆形颗粒。粒度为10-60目(约2.0-0.28mm)。可交直流两用,采用直流电源焊接时焊丝接正极。电弧稳定、焊缝成型美观。脱渣容易,熔敷金属具有优良的力学性能。
用途
配合相应的焊丝(如H08MnA, Hl0Mn2等),主要用于焊接低碳钢及某些低合金钢(如16Mn、X65 、X70、X80、HG70、A70、14MnNbq 、Q345C 等)结构和锅炉压力容器、船舶、桥梁、输油管线等埋 弧焊接。
焊剂化学成分(%)
SiO₂+TiO₂ CaO+MgO Al₂O₃+MnO CaF₂ S P
14-24 25-36 20-30 16-26 ≤0.06 ≤0.06
熔敷金属力学性能
配合焊丝 屈服强度MPa 抗拉强度MPa 伸长率% 夏比V型缺口冲击吸收功平均值(J)
-20℃ -30℃ -40℃
H08MnA ≥330 415-550 ≥22 ≥57 ≥47 ≥37
H10Mn2 ≥400 480-650 ≥22 ≥67 ≥57 ≥47
注意事项
1、焊剂在使用前须经300 ℃- 350℃烘焙2小时。
2、焊前应清除焊件上的铁锈、油污、水份等杂质。
订购热线:18530036598 网址:http://www.yulinhancai.com/
烧结焊剂是一种优质、高效、节能、环保型焊剂,在购买时用户可能因为产品种类多而不知道该选择哪家的产品,下面我们就来看一下豫林焊材烧结焊剂的相关状况。
1、由于烧结焊剂的碱度调节范围比较大,当焊剂碱度大于3时,仍具有较好的焊接工艺性能。用高碱度焊剂有利于获得高韧性的焊缝。
2、烧结焊剂中可以添加各类脱氧剂和合金剂,易于调整焊缝金属的化学成分。
3、由于烧结焊剂的堆积密度较小,因此适合制造高速焊剂或大热输入焊接用焊剂。
4、由于烧结焊剂颗粒比较圆滑,在管道中输送或回收焊剂时,受到的阻力较小。
5、烧结焊剂相比其它焊剂来说,可以大批量连续生产,环境污染少,电能消耗相对也较少。
SJ101G烧结焊剂
符合: GB/T5293 F4A4-H08MnA F5A4-H10Mn2; GB/T12470F55A4-WGX2
相当: AWS/ASME SFA-5.17 F7A4-EH14
说明
SJ101G选用优质材料制造,可以最大限度地满足油气管线钢的焊接。SJ101G是氟碱型烧结焊剂,碱度约≥1.8。呈灰色圆形颗粒。粒度为10-60目(约2.0-0.28mm)。可交直流两用,采用直流电源焊接时焊丝接正极。电弧稳定、焊缝成型美观。脱渣容易,熔敷金属具有优良的力学性能。
用途
配合相应的焊丝(如H08MnA, Hl0Mn2等),主要用于焊接低碳钢及某些低合金钢(如16Mn、X65 、X70、X80、HG70、A70、14MnNbq 、Q345C 等)结构和锅炉压力容器、船舶、桥梁、输油管线等埋 弧焊接。
焊剂化学成分(%)
SiO₂+TiO₂ CaO+MgO Al₂O₃+MnO CaF₂ S P
14-24 25-36 20-30 16-26 ≤0.06 ≤0.06
熔敷金属力学性能
配合焊丝 屈服强度MPa 抗拉强度MPa 伸长率% 夏比V型缺口冲击吸收功平均值(J)
-20℃ -30℃ -40℃
H08MnA ≥330 415-550 ≥22 ≥57 ≥47 ≥37
H10Mn2 ≥400 480-650 ≥22 ≥67 ≥57 ≥47
注意事项
1、焊剂在使用前须经300 ℃- 350℃烘焙2小时。
2、焊前应清除焊件上的铁锈、油污、水份等杂质。
订购热线:18530036598 网址:http://www.yulinhancai.com/